
従来品
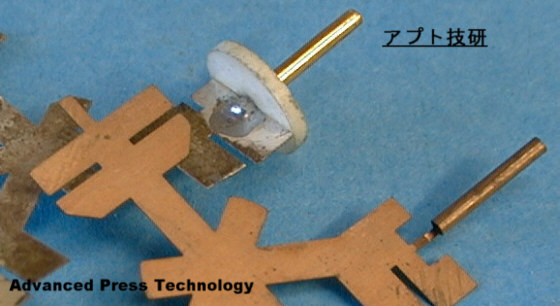
従来品端子部
◎ 旋削スリワリ部品をハンダ付け接合
▼ 高コストな単品端子
▼ ハンダ量の過多、過少による品質不安定
▼ ハンダ量調整のため必要数生産不可
工法転換事例 2
|
従来品 |
従来品端子部 ◎ 旋削スリワリ部品をハンダ付け接合 ▼ 高コストな単品端子 ▼ ハンダ量の過多、過少による品質不安定 ▼ ハンダ量調整のため必要数生産不可 |
 改善工法 曲げカーリングとして元の板材 (C5210 T=0.10) から一体で加工してハンダ付け接合による不具合を排除したもの | 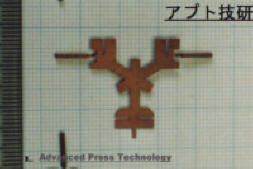 |
|