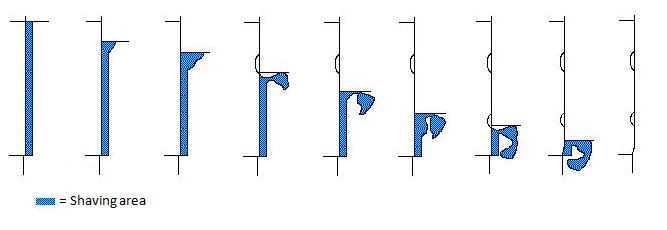
| 1. Potential difficulties when the shaving area is too wide. | |
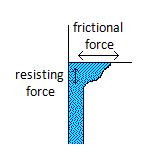
| When the shaving area is wide, the resisting force is strong because a lot of metal waste accumulates under the punch. This waste increases friction on the front surface of the punch. When the punch descends, the waste is turned outward and the surface is pared. Once the waste is turned outward the friction decreases under the punch. Finally, the waste material is cut. | |
|
|
|
|
Gif Animation |
|
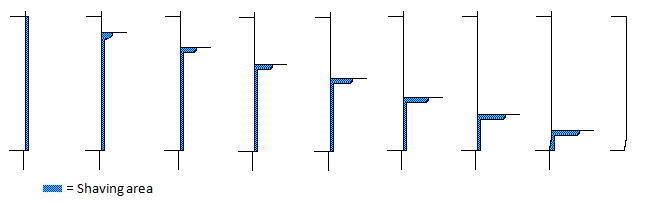
| 2. Ideal waste thickness when shaving |
| The waste-flow is constant, the volume and thickness of waste accumulated under the punch doesn't increase. There is no curling of the waste. This produces the clearest and smoothest possible surface to the naked eye. |
|
|
|
Gif Animation |
| In both cases, the tear occurs at the end of shaving, at the base of the cutting edge. |
| 3. Example of recommended shaving thickness | ||||||||||||||||||
|
||||||||||||||||||